


2018-05-07 来源:鑫海矿业 (16958次浏览)
据统计,在整个选矿过程中,许多中小型矿主并不注重选矿试验与设计环节,认为选矿试验与矿山设计只会白白增加生产成本,根本没有意识到运行过程中潜在的隐患问题。事实上,不同地区矿石性质千变万化,即使是同一矿区,氧化程度也不尽相同,选矿条件自然截然不同。须量身定制适合的选矿工艺,切不可一概而论。其次,选矿试验与矿山设计是实现成本、指标、经济效益之间平衡的首要依据, 1%微小的回收率差距,背后是成百万元乃至上千万元的潜利润的差距。
以哥伦比亚某铜矿浮选项目为例,2016年7月,该项目负责人通过鑫海网站向我们咨询了铜矿浮选相关设备与工艺流程等一系列问题。一开始,出于投资成本考虑,项目负责人并未打算进行选矿试验与矿山设计环节,但鑫海技术人员耐心地向客户讲解了这两个环节对于整个选厂的重要性,凭借常年积累的项目案例经验与专业的数据分析,成功说服客户进行选矿试验与矿山设计。经过几轮谈判后,双方于2016年10月份顺利签订选厂整体服务合同。
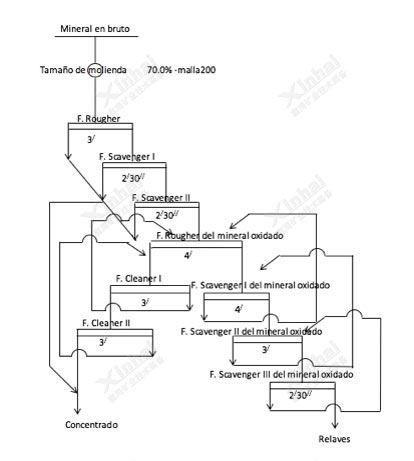
同年12月,鑫海选矿试验室对矿样进行了可行性试验研究,结果显示该矿石以氧化铜矿为主,其次是少量硫化铜矿,客户表示,随着矿石开采的不断深入,未来矿石将以硫化铜矿居多,次之氧化铜矿。经多次试验后,鑫海选矿试验室推荐采用一粗二扫的硫化矿浮选、一粗三扫两精的氧化矿浮选工艺流程。最终,铜精矿回收率达87.05%,铜精矿品位达25.95%,均远远超出客户预期。
按年生产300天计算,该项目原矿铜品位为4%,铜精矿品位达25.95%。若铜精矿价格为9000元/吨。经过选矿试验后,铜精矿回收率每提高1%,则该项目可增加的经济收益为:
(1)精矿产率增加量△γ=α(ε2-ε1)/β= 4%×1%/25.95% = 0.15%
(2)年增加收益:500tpd×300天/年×0.15%×9000元/吨=2025000元/年,即202.5万元/年。
这就是说,每增加1%的回收率,即可增加约0.15%的产率,从而选厂可增加202.5万元收益。因此在选矿生产中,有一个合理的回收率指标至关重要,然而什么条件下才能得到合理的回收率,就需要选矿试验来实践。该项目负责人表示,最终的选矿试验结果充分证明了鑫海的建议是正确的,对此结果非常满意。
事实证明,不管是大型矿山,还是中小型矿山,选矿试验都是其整个选矿流程必不可少的一步,它不仅能大限度的帮助您回收有用元素,实现矿山效益的合理化,而且能在无形中为您争取成百万元乃至上千万元的利润损失。
上一篇: Nzs浓缩机的优化改造





