

于永江在多年尾矿干排实践中,发现每个选厂的尾矿干排工艺要想取得较高的性价比,必须先对其尾矿进行试验,然后针对尾矿的试验结果进行工艺设计,这样才能保证选厂投资与干排效果的双赢!
多年的尾矿干排经验让于永江坚信:只有通过试验为选厂定制的尾矿干排工艺,才是适合选厂、性价比高的尾矿干排工艺!

2000年,于永江首次在中国将尾矿干排工艺应用到实际生产中,成为中国尾矿干排创办人,此后多年致力于尾矿干排工艺改进和设备研发。
在2009年于永江带领鑫海尾矿干排技术团队设计研发了国内较早的尾矿干排试验台,为推动中国尾矿干排工艺的发展做出了贡献。

以-200目65%尾矿和-1600目全通过尾矿为例,对于-200目65%的尾矿,鑫海可采用浓缩+脱水筛(压滤带滤)方案综合处理,而对于1600目全通过泥浆,则不能使用脱水筛,只能使用带式压滤方案。


以浓度为8-12%的磁铁尾矿和浓度为42%d的金矿炭浆厂尾矿为例,将该浓度的磁铁尾矿预先浓缩到30%浓度,再进行处理会让整个干排系统性价比高;将浓度为42%的金矿炭浆厂尾矿采用尾矿干排系统中浓密机的中层水进行稀释后再进旋流器浓缩,效果会比直接进旋流器好很多,因为浓度为42%的金矿炭浆厂尾矿直接进旋流器,将会恶化旋流器的浓缩效果。


水资源对于选厂来说非常宝贵,因此水的重复利用是选厂的一大问题。絮凝剂的使用与否以及用量问题对回水的质量影响很大,具体表现为:尾矿是否需要使用絮凝剂、如何正确使用絮凝剂、使用哪一种絮凝剂、具体用量多少等,这些都会直接影响到回水能否重复使用,因此关于絮凝剂的使用问题,需要根据选厂的实际情况,针对性的解决。


客户只需提供一定的尾矿矿样,鑫海尾矿干排试验室就会通过鑫海独创的"上清液含固量法测沉降速度/压缩浓度"沉降试验和粒度分析试验,得出尾矿粒度、浓度等数据,以这些数据为基础,结合客户对回水质量的要求,从成千上万种絮凝剂当中为客户的尾矿矿样选择合适的絮凝剂。试验完成后,根据试验结果和客户的实际情况,设计性价比高的尾矿干排工艺和设备选型。
 鑫海独创"上清液含固量法测沉降速度/压缩浓度",测量更精确
鑫海独创"上清液含固量法测沉降速度/压缩浓度",测量更精确
鑫海尾矿干排研究院在2009年就已开始对尾矿干排工艺进行试验,为此专门设计了国内较早的尾矿干排试验台。该试验台首次成功将脱水筛运用到尾矿干排,大程度的节省了尾矿干排工艺成本,鑫海技术人员也由此积累了丰富的实践经验。
鑫海尾矿干排试验室为每一个客户设计的尾矿干排工艺均可在此试验台进行试运行,充分保证了为客户设计的尾矿干排工艺的稳定、高效。
 中国较早尾矿干排试验基地,还原尾矿现场
中国较早尾矿干排试验基地,还原尾矿现场
鑫海尾矿干排技术研发团队结合多年尾矿干排实践经验,将鑫海研发的耐磨橡胶与泵阀旋流器相结合,研发出了自己的尾矿干排设备。这些设备均内衬湿法耐磨橡胶,应用于尾矿渣浆环境,寿命极大延长;渣浆泵内衬超轻橡胶叶轮,节能降噪;阀门内衬高弹力耐磨橡胶,使闸阀与闸板紧密结合,密封性能好。
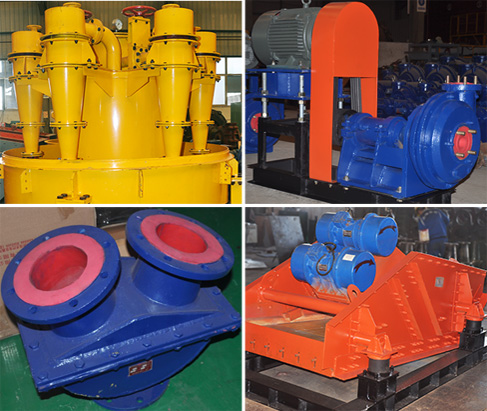 鑫海研发的利设备泵/阀/旋流器/脱水筛
鑫海研发的利设备泵/阀/旋流器/脱水筛

内蒙古兴河矿业公司,铁尾矿年处理量90万吨,已平稳运行2年多。鑫海在对该矿尾矿矿样进行试验后,发现含泥量在8%左右,含泥量较少,因此为该铁矿设计了旋流器+脱水筛+浓缩机+过滤机的干排工艺,最终尾矿含水18%,既保证了处理量,又通过旋流器+脱水筛的组合,极大减小了浓缩机的型号和占地面积,为该铁矿节省了不少成本。

河南灵宝金源公司400T金矿炭浆厂,尾矿粒度-200目93%,该厂的尾矿干排项目在当时中国属于较早的一批,其初衷是想回收含有氰化钠的废水重复使用,减少污染,降低成本。当时中国从事尾矿干排的公司几乎没有,鑫海作为国内较早研究尾矿干排的企业之一,对该厂尾矿进行了详细试验,最终设计的工艺完全满足了氰化钠重复使用的要求,厂方对此十分高兴。

烟台宜陶矿业有限公司长石选矿厂尾矿干排项目,该选厂尾矿主要有两类:一部分为脱泥尾矿,另一部分为反浮选泡沫+磁选尾矿。针对这两部分尾矿,鑫海设计的脱水工艺为:两段机械化脱水,一段采用浓密机,二段采用压滤机,最终达到了废水零排放。鑫海承揽的此项目尾矿回水部分年节约水资源384万吨,年减少用水支出384万元。