


2016-08-09 来源:鑫海矿装 (11564次浏览)
龙水岭选矿厂设计规模为100t/d,1979年投产。1984年又建有一座规模为10t/d的硫脲提金车间。
龙水岭矿石属中温裂隙充填型含金硫化物矿床,矿体赋存在花岗岩与砂页岩地层接触部位。矿石中主要金属矿物有黄铁矿,其次有方铅矿、黄铜矿、少量闪锌矿、斑铜矿和自然金等。脉石矿物以石英为主,少量绢云母、白云石、方解石、重晶石等。
自然金主要赋存在黄铁矿裂隙中,一般与黄铁矿和石英共生。金的嵌布粒度不均匀,而且粒度较细,大部分都在0.1mm以下,一般为0.01〜0.006mm。矿石密度2.87t/㎥,普氏硬度8〜10。
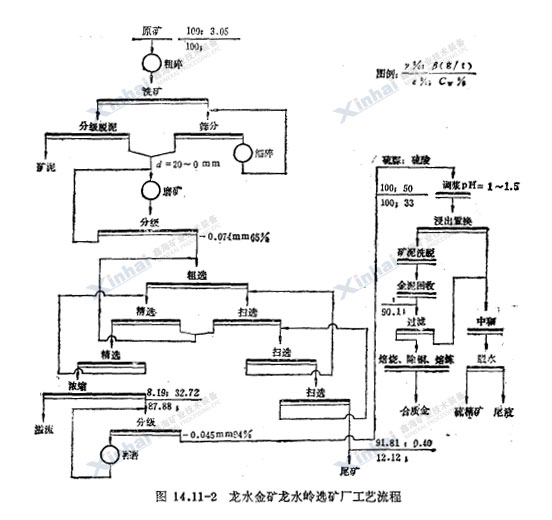
用浮选获得含金硫精矿,精矿再磨后进行硫脲浸出、铁板置换,产出金泥和副产硫精矿,金泥熔炼后得最终产品合质金。工艺流程见下图。
该选矿工艺通过河北峪耳崖金矿和张家口金矿的半工业试验,以及龙水金矿的工业试验表明,浸出置换工艺指标较高,硫脲浸出与铁置换在同工序完成,流程较短。该车间设计对置换铁板的提取、清洗、金泥剥落等设有自动化装置,取得了较好的效果。缺点是,铁板置换在板上容易产生坑洼而缩短铁板的使用寿命,同时金泥中铁含量较高,增加金熔炼的复杂性。为此,从今后的工艺发展和完善生产出发,应对硫脲-炭浆法(树脂矿浆法)提金进行研究,以改进硫脲法提金和熔炼工艺。龙水岭选矿厂工艺指标见表一,单位消耗指标见表二,主要设备见表三。
表一 工艺指标
| 项目 | 单位 | 1984 | 备注 |
| 原矿品位 | g/t | 3.05 | |
| 精矿品位 | g/t | 32.72 | 精矿品位与浸原品位不同系两次取样 |
| 浮选回收率 | % | 87.88 | |
| 浸原品位 | g/t | 50 | |
| 浸出率 | % | 91 | |
| 置换率 | % | 99 | |
| 硫脲回收率 | % | 90.1 | 硫脲指标为工业试验指标 |
表二 单位消耗指标
| 作业 | 浮选(按原矿计) | 硫脲法(按精矿计) | |||||||||
| 名称 | 水 | 电 | 钢球 | 黄药 | 黑药 | 2号油 | 硫脲 | 硫酸 | 石灰 | 铁板 | 铁球 |
| 单位 | ㎥/t | kW·h/t | kg/t | kg/t | kg/t | kg/t | kg/t | kg/t | kg/t | kg/t | kg/t |
| 数量 | 36.1 | 2.69 | 0.13 | 0.04 | 0.11 | 4 | 50 | 50 | 6 | 1.3 | |
注:水、电为全厂消耗量。
表三 主要设备
| 序 号 | 设备名称及规格 | 单位 | 数量 | 备注 |
| 1 | 400×600颚式破碎机 | 台 | 1 | |
| 2 | PYZ-900中型圆锥破碎机 | 台 | 1 | |
| 3 | φ1120×3620圆筒洗矿机 | 台 | 1 | 洗矿用 |
| 4 | FLG-1200单螺旋分级机 | 台 | 1 | 洗矿用 |
| 5 | TNZ-3.6浓缩机 | 台 | 1 | 洗矿用 |
| 6 | SZZz900×1800振动筛 | 台 | 1 | |
| 7 | MQG1500×3000格子型球磨机 | 台 | 1 | |
| 8 | FLG-1200单螺旋分级机 | 台 | 1 | |
| 9 | XJK-0.62浮选机 | 槽 | 16 | |
| 10 | XJK-0.35浮选机 | 槽 | 4 | 以上为浮选部分 |
| 11 | TNZ-6浓缩机 | 台 | 1 | 以下为硫脲部分 |
| 12 | φ125水力旋流器 | 台 | 2 | |
| 13 | MQY900×1800溢流型球磨机 | 台 | 1 | |
| 14 | φ2200×2000浸出置换槽 | 台 | 6 |
本文内容源于:选矿设计手册
上一篇: 破碎设备处理量
下一篇: 我国铜矿选矿工艺简介





