


2017-02-09 来源:鑫海矿装 (22823次浏览)
齐大山铁矿选矿厂于1970年建成投产,投产后经三次重大工艺流程改造和扩建,现生产工艺流程逐步完善,选矿指标逐步提高,生产稳定,技术经济指标明显改善。该厂设计规模为800万t/a。按建设时间先后,选矿厂分为一期工程和二期工程。一期工程(即一选)处理20〜Omm粒级粉矿,设计规模为300万t/a;二期工程(即二选)处理75〜20mm粒级竖炉焙烧矿,设计规模为500万t/a。但生产尚未达到设计规模,前期的风光时刻是1983年全厂处理原矿660万t。
矿石中矿物组成比较简单,有用矿物为铁矿物,主要有赤铁矿、假象赤铁矿、磁铁矿,另有少量的镜铁矿、褐铁矿、针铁矿及微量的黄铁矿。脉石矿物主要有石英,其次有普通角闪石、透闪石、阳起石,绿泥石、碳酸盐(铁白云石、方解石)矿物等。全矿区铁矿石分为石英型、透闪石型及绿泥石型三种,其中以石英型为主。
矿石的化学成分主要有铁和硅、硫、磷等有害元素含量皆在允许范围之内。矿石多元素分析见表14.1-34。
表 14.1-34 矿石多元素分析
| 元素 | TFe | SFe | FeO | Si02 | Al2O3 | CaO | MgO | P | S | Mn | 烧损 |
| 含量,% | 28.40 | 28.20 | 3.26 | 57.58 | 0.33 | 0.41 | 0.41 | 0.03 | 0.01 | 0.04 | 0.62 |
矿石多呈它形粒状结构和不规则形状的交代结构。矿石构造有条带状、揉皱状、块状等,其中以条带状构造为主。
矿石粒度嵌布属不均匀细粒浸染类型。铁矿物上限粒度在1mm以上,下限粒度在0.005mm以下,平均粒度0.05mm左在。石英平均粒度0.085mm左右,比铁矿物粗。石英包裹体中铁矿物粒度范围为0.003〜0.035mm,其中小于0.015mm含量占铁矿物的5〜10%。矿物单体解离度见表14.1-35。
表 14.1-35 矿石单体解离度
| 磨矿粒度-0.074mm,% | 47.0 | 59.6 | 68.0 | 84.0 | 92.4 |
| 单体解离度,% | 57.0 | 69.06 | 80.81 | 83.00 | 91.40 |
矿石物理性质:密度3.3t/m3,松散系数1.5,普氏硬度12〜16,湿度2.37%。
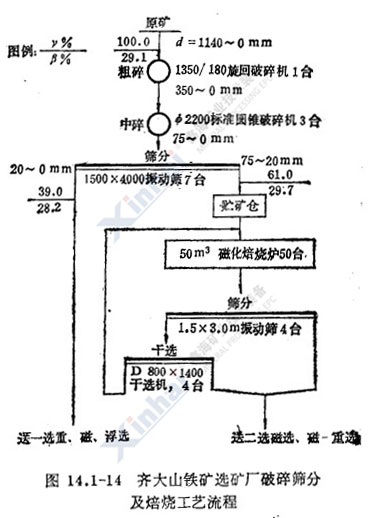
1) 破碎筛分:该厂投产初期是一段粗碎,产品粒度为500〜Omm。粗碎产品给干式自磨机(现已停用)。在一期工程改造和二期建设中新增了中碎及筛分系统,为了适应Ф2200中碎机给矿粒度小于350mm的要求,将原1500/300旋回破碎机改为1350/180非标准型旋回破碎机。原安装的Ф200单缸液压中破碎机系试制产品,因液压系统漏油严重、小伞齿轮常打牙等设备事故多,于1975〜1977年间陆续换成定型产品Ф2200单缸液压中碎机。原安装的7台1.5x4.0m双层共振筛,因为板簧经常断裂、板簧衔接螺栓经常失效,筛网易堵塞等原因,更换为SZZ2l.5x4.0m吊式自定中心振动筛,以后又将吊式改为座式。1984年对破碎系统除尘设施进行了改造,取得较好成绩,1986年6〜8月厂房内空气粉尘含量合格率达到85%。现破碎系统具备了年处理原矿800万吨的生产能力。破碎筛上产品可以满足竖炉焙烧的要求,即大于75mm粒级和小于20mm粒级的含量均在10%以内。破碎筛分及焙烧工艺流程觅图14.1-14。
2)—选工艺流程:一选是1970年7月建成投产的,起初的选别流程是弱磁-强磁开路流程,经过两年生产实践表明,该流程选不出最终合格精矿,回收率也很低,而且当时强磁选机不过关,介质堵塞严重,生产不能正常进行,为此,于1972年8月停产并按浮-磁流程进行技术改造。初次改造工程于1974年竣工投产。设计指标为:原矿品位26.7%,精矿品位59%,选矿比2.75,回收率80.08%。浮-磁流程经长期生产表明达不到设计指标,其主要原因是由于采场深度的变化,在釆矿供矿中透闪石型矿石数量增多,这种矿石的脉石易浮,易浮脉石进入精矿,降低了精矿品位(53〜55%),回收率也受到很大影响。1981〜1985年平均指标为:原矿品位28.18%,精矿品位58.18%,回收率66.79%。为了改善选别指标,提高经济效益,从1985年初开始分期分批进行第二次技术改造,采用重-磁-浮阶段磨选工艺流程,磨矿系统由一次球磨机10台、二次球磨机4台形成两组生产系统。浮选采用石油磺酸纳为捕收剂在酸性介质中进行。设计指标为:原矿品位26.82%,精矿品位64.21%,回收率72.01%,尾矿品位10.73%,选矿比3.32。1986年4月由于配酸配药系统尚未竣工,暂时采用碱性介质浮选。1987年后浮选采用酸性介质,还未进行系统流程考查,调试阶段取得的初步选别指标是:原矿品位28.2%,精矿品位63.03%,回收率68.06%,尾矿品位12.95%,上述指标与设计指标尚有差距,有待进一步调试改进。
3)二选工艺流程:二选于1973年投产,处理竖炉焙烧矿,原设计采用连续磨矿磁选流程。经过长时间的生产调整和流程改进,生产指标逐年提高。主要的技术改进有:
1、二次分级机生产能力不足,限制了磨机生产能力的发挥,长期处于100t/(台·h)左右,采用Фlm水力旋流器代替二次双螺旋沉没式分级机后,球磨机能力提髙了20t/(台·h),但尚未达到设计指标。
2、为了提髙精矿品位,采用铀筛再磨技术,改造前技术指标(1974〜1977年平均指标)为:原矿品位29.33%、精矿品位60.29%、尾矿品位12.45%、回收率72.53%,改造后的技术指标为:原矿品位29.73%,精矿品位62*25%,尾矿品位9.70%,回收率79.34%。
3、1982年将4号、5号系统改为阶段磨矿磁-重选工艺流程,几年来生产实践证明,生产指标略有改善,电能、二次钢球及衬板等消耗明显下降。二选工艺流程见图14.1-16。

上一篇: 针对国内外振动筛生产厂家的调查
下一篇: 选矿试验室的装备有哪些?





